




 扫一扫
扫一扫



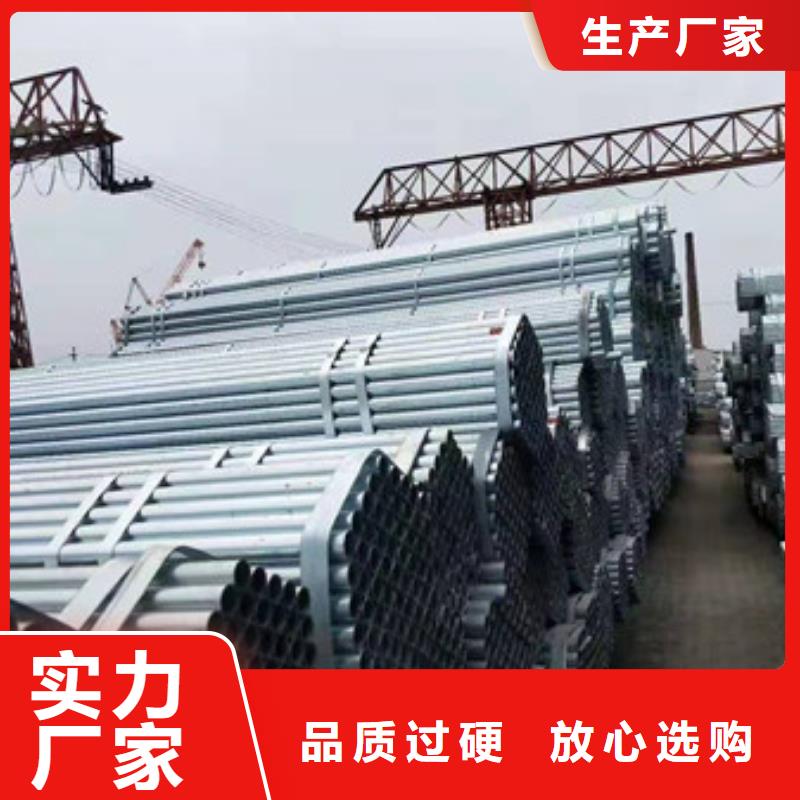
为提高钢管的耐腐蚀性能,对一般钢管进行镀锌。镀锌钢管分热镀锌和电镀锌两种,热镀锌镀锌层厚,电镀锌成本低,表面不是很光滑。吹氧焊管:用作炼钢吹氧用管,一般用小口径的焊接钢管,规格由3/8-2寸八种。用08、10、15、20或者195-Q235的钢带制作成的,为了防腐蚀,有的要进行有效渗铝处理。
老房子大部分是用的都是镀锌管,现在煤气、暖气用的那种铁管也是镀锌管,镀锌管作为水管,使用几年后,管内产生大量锈垢,流出的黄水不仅污染洁具,而且夹杂着不光滑内壁滋生的细菌,锈蚀造成水中重金属含量过高,严重危害人体的健康。六七十年代,国际上发达 开始开发新型管材,并陆续禁用镀锌管。中国建设部等四部委也发文明确从二000年起禁用镀锌管,目前新建小区的冷水管已经很少使用镀锌管了,有些小区的热水管使用的是镀锌管。



融拓金属材料有限公司专注(凌海) 本地 20A无缝钢管、行业多余年,公司自成立以来以实力占领市场、以诚信争取客户、以口碑树立信誉,从而使公司不断成长壮大社会知名度不断提高,在同行业中占有重要地位。
经营理念
我们公司一直以来都秉承“诚信为本用心服务”的合作经营理念,与客户一起携手并进,坚持不懈的努力、树立开放思维,设立合作共赢战略,整合公司所有的可利用资源为合作伙伴提供更多的支持和帮助,与合作伙伴共同分享市场成功营销经验及市场策略,让客户获得更多、更大的市场资源,从而实现合作共赢!
在未来,我们将继续努力,以不断创新为核心,加强人员队伍的建设,结合各资源,把公司的品牌推向!


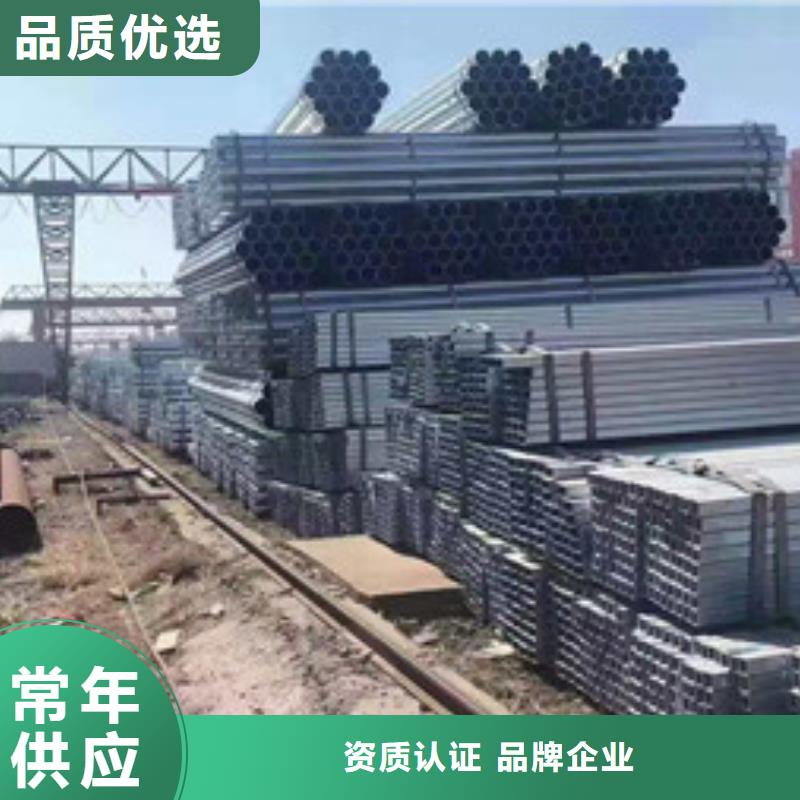
而镀锌带方管是用镀锌带钢加工一次成型、防腐的时间没有热镀锌的时间长、热镀锌的是加工出来
??的黑方管。在到镀锌方管厂家去镀锌。经过1000度高温,一般壁厚比较薄的不能做热镀锌的。还有就是质量和分类上的差别,镀锌方管可以加工成冷热镀锌方管,而镀锌带方管不能做成热镀锌的,因为它的壁厚比较薄,所以镀锌方管价格要比镀锌带方管价格高出很多。
??你好,镀锌方管是一种具以热轧或冷轧镀锌带钢或镀锌卷板为坯料经冷弯曲加工成型后再经高频焊接制成的方形截面形状尺寸的空心方形的截面型钢钢管;或将事先做好的冷弯空心型钢管再经热浸镀锌加工而成的镀锌钢管。
??镀锌方钢:首先方钢是实心的,棒材。区别于方管,空心的,属于管材。方钢表面镀锌后,就是镀锌方钢。



技术支持:cnwbgg.com